目前中国现有冷弯型钢主要品种
结构用冷弯方矩形管,客车用冷弯钢,卷帘门及钢窗用型钢,低压流体输送用焊管,通用开口冷弯型钢,建筑用钢结构冷弯型钢,以及各种断面的冷弯异型材,已在建筑、机械、汽车、铁路、农机、化工、石油、制冷、食品、纺织、超市、集装箱等工业和民用工业中广泛应用,尤其是新兴产业对冷弯型钢的需求呈现“量广面大”的态势。目前中国生产的不锈钢、镀锌板、高强度和超高度低合金钢材质的冷弯型钢数量很少,需要进口;具有前沿性发展方向的冷弯型钢产品和复杂断面、超厚、超薄、系列的冷弯型钢,潜在的市场都相当大,发展前景广阔。现在这类冷弯型钢国内还很少,不少产品至今仍是空白,有的只能依靠进口来弥补。如用于豪华型客车的镀锌冷弯型钢年消费量至少在3000吨以上,目前主要采用进口产品,且需求还在继续上升。 我国冷弯型钢市场的潜力很大,前景广阔,但重点应放在开发高新技术、高质量、高附加值的新型冷弯型钢以及冷弯生产领域工艺技术的研究,新技术装备的开发、研制或引进、消化工作,包括具有国际前沿技术水平的柔性冷弯机组等等,而切勿一哄而上,搞低水平的重复建设。
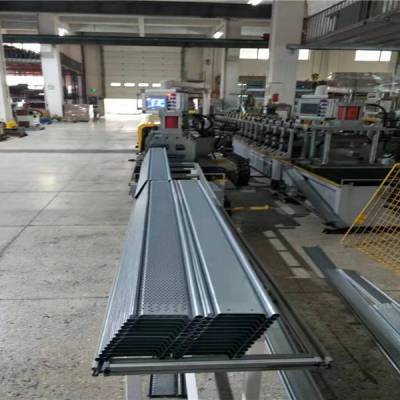
冷弯成型机成型工艺分析介绍
冷弯成型机可根据用户的不同需要,搭配不同的部件,实现对钢轨、工字钢、H钢等材料进行冷弯加工,效***、易运输、操作方便等优点,这里讲一下冷弯成型机成型工艺分析:
采用精密成形加工技术来代替传统的切削加工工艺,压瓦机冷弯成型设备报价,由于减速轴的内齿轮自身要承受很大的瞬间承载力, 同时又兼定心作用,所以其同轴度和机械强度都要求较高,压瓦机冷弯成型设备,这样其塑性成形难度比较大, 需要采取***工艺措施。根据零件的结构特点, 我们确定该减速轴的工艺流程为: 下料→剥皮→球化退火→正挤压→镦粗→内齿成形→成品。
模具设计与加工由于精密成形制件的精度取决于成形模具的精度,压瓦机冷弯成型设备公司, 所以模具设计时不但要制定合理的成形工艺方案, 还应根据制件的结构特点及零件的精度要求, 综合考虑后续机加工等事宜, 所设计的模具不但要求结构简单实用便于更换,同时要便于加工。以上就是冷弯成型机成型工艺分析介绍,通过工艺的进行成型机可以提升工艺效率。
冷弯成型设备轧辊的设计有什么特点
1、冷弯成型设备各道次平均受力原则,滚轮平均受力,磨损均衡,压瓦机冷弯成型设备厂家,增加轧辊的使用寿命。 2、轧辊采用材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次到三次回火才能达到硬度。 3、轨道圆弧部位是冷弯成型设备的主要部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,保护管束。不然,材料在拉伸过程中圆弧位会变化,R变小成为三角,形R变大时,配合轨产生晃动,受力不均,滑轨变形,减少使用寿命。