冷弯成型机你了解多少?
型材的冷弯成型在工艺上近似于弯曲工序,它不是纯-粹的轧制工序,而是特种生产方法。用这种方法制造出来的型材壁薄,重量小,但刚度大,形状很复杂,长度大。冷弯型材生产主要设备是冷弯成型机组,彩钢瓦冷弯成型设备价格,其分类方法有多种。成型机按所生产产品可分为型材成型机和电焊管成型机;按机架型式可分为悬臂式成型机和龙门式成型机;按成型机构造可分为辊式成型机、排辊式成型机和履带式成型机。
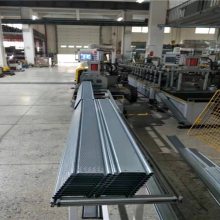
锡市中博锐有限公司是一家从金属粮仓,钢板仓,水仓流水线以及配套长短爬梯.上下椎体,上下转接体,保护圈等配套设备的研发生产,拥有发明***。同时又致力于对各种金属板冷弯辊压成型机的研发制造。现已具备独特的管理模式和产品研发能力。现已开发制造了上千个系列的压型钢板生产线如:墙面屋面板生产线;楼面钢承板生产线系列 C 型钢、 Z 型钢数控带生产线,彩钢瓦冷弯成型设备,有梁、无梁柱拱型屋面生产设备,屏蔽房使用内外装饰板设备等;本公司还生产电子屏蔽房压型设备,钢卷纵剪机组,钢卷整平横切机组等设备。
辊式冷弯成型是板带全长依次通过多个不同的孔型,局部逐步弯曲变形,全断面形状逐步接近成品断面形状,得到全长均一截面的产品的塑性加工方法。孔型是由两个或两个以上具有一-定形状的成型辊(又称辊轮、轧辊)的轮廓围成的,成型辊可能是水平辊或立辊。孔型是产品质量和生产率重要的影响因素之一。成型辊安装在机架上,负责带动板带前进的成型辊由电动机通过传动系统驱动,一般只有水平辊为主动辊,立辊往往是被动辊。每个机座叫一架成型机,每架成型机装有两个或多个成型辊,每列成型机组由两架以上的成型机组成。
冷弯成型机产品知识
当冷弯成型机按下运行命令后,冷弯成型机组主电机首先带动冷弯轧辊以一定速度旋转,此旋转速度主要由货架冷弯组件成型工艺、机构变速比、冷弯轧辊结构尺寸、液压剪剪切力以及机组设置运行速度等参数决定。
当成型货架冷弯组件经传送轨道孔位检测光电开关位置时,发送通断电信号传递给孔位数计数器进行计数,彩钢瓦冷弯成型设备厂,当孔位数达到设定值时发出位置检测信号,旋转编码器进行一定距离位置检测并向PLC提供一定脉冲数,PLC检测到设定脉冲数后,向主电机发出减速、停止命令,同时主电机停止后向液压顺序控制阀发出切断控制命令驱动液压剪进行切断操作。
如上述原理设计货架冷弯机组可实现精度为:孔位误差不超过±0.3mm,孔位累计误差超过±0.5mm等,单件产品长度控制精度一般控制0.5mm左右,一定程度上满足了货架钢结构装配设计精度。
冷弯机组线预冲孔装置伺服系统带负载运行时存系统与负载动态匹配问题。
冷弯成型机滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆。其解结的方法是:
变形区中性层计算准确,变形区内用料计算准确,滚轮加工对称度好。
不变形区域尽量不受压(如滑轨底部),装配时上下滚轮各区域间隙保持一致。
材料咬入前,应根据前道滚压状态,设置引导斜口,在稳定受压前,材料在滚内滑移平稳。
冷弯成型机生产中弯曲扭曲的问题,主要是受力不平衡产生的,彩钢瓦冷弯成型设备公司,左右受力不平衡,左右弯曲,上下受力不平衡,产生扭曲。
冷弯成型机为什么这么好用?
冷弯成型机一上市便被市场认可,有一个很好的市场发展,提高了产品质量,加快了加工速度,而且***降低了劳动强度,节约了大量的人力、物力、在实践中取得了良好的经济效益和社会效益,为什么冷弯成型机这么好用?主要有一下三个因素:
(1)优点:降低成本,通常的工字钢拱架都是用原始的方法来制造成型这样费时费力但用了冷弯机钢材之间可以全部电焊焊接不存在下脚料可以降低很多成本。
(2)功效:用原始的方法制造冷弯机所用的人员很多还会耗费很多时间,现在冷弯机只需四人八小时就可以完成八个拱架,特别节约时间正价效率。
(3)质量:采用了冷弯机直接用机器力量把钢材弯曲制成,对钢材本身不会有多大的破坏,具有完整、无大扭曲变形、质量好等特点。